
When developing and producing complex RF connector housings, costs can be high and the process complex due to the sheer number of required machined metal components and the diversity of the necessary assembly. However, these difficulties can be overcome by employing molded injected metal (MIM) technology for connector manufacturing.
The Process
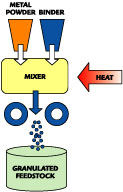
This highly efficient manufacturing technique for the production of small, complex and precise metal parts basically comprises four steps. First, for the feedstock, a fine metal powder is blended with organic binder materials. The process is shown in Figure 1 , whereby the mixture is heated to give a homogeneous distribution of the metal powder and the binder system, and then cooled and granulated to produce a special feedstock.
Next, using both a standard plastic molding machine and an individual molding tool, the feedstock is processed to produce the raw molded part. At this stage it is 19 percent larger than the specifications for the final metal part being produced.
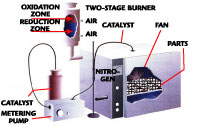
The third stage is when the raw molded part is heated in a debinding oven at a temperature of 120°C, with the addition of nitrogen and a catalyst, as shown in Figure 2 . This results in the removal of the organic binder material from between the metal particles. During the debinding process shrinkage is approximately one percent. Consequently, the debinded parts are highly fragile.
For the sintering stage the debinded parts are reheated in a sintering oven over a period of 16 hours at 1800°C. During this process the metal particles will connect and form one cohesive metal part, as shown in Figure 3 . This time the rate of shrinkage is approximately 18 percent, with the resultant sintered part being solid and exhibiting a clean surface, as can be seen in Figure 4 .

That is the basic process explained simply, and, in general, it can be applied to most materials. In fact, all materials which are available in powder form can be processed using MIM technology, with the most feasible being stainless steel, low alloy steel, magnetic alloy, titanium and ceramics.
This technology can be utilized to produce parts with dimensions up to 100 mm and with a wall thickness of between 0.2 and 10 mm. The weight of a single part should not exceed 100 g and a surface finish within the range of 0.4 and 1.6 mm can be achieved. The tolerances that are applicable to this technology are shown in Table 1 .
Applications
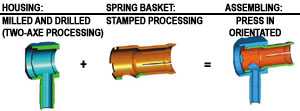
As far as applications are concerned the general premise is that the more complex the form of a connector housing is, the more feasible and economic it will be to employ MIM technology. As an illustration consider the production of an MCX cable mount angle plug utilizing the process. The conventional manufacturing process adopted for producing the connector housing would require the fabrication of three different metal components as well as two assembling steps, as shown in Figure 5 .

However, using MIM technology, only one component is produced (including the complete housing) that incorporates the functionality of the spring, and all without any assembly processes. Therefore, such streamlining offers significant advantages over conventional production techniques.
From a production perspective there are short lead times, easy repeatability of the process and the reduction, or even the elimination, of secondary operations. Economically, MIM technology exhibits the potential for great savings when producing complex and small parts for high production volumes. It is suitable and economic for materials that are difficult to machine, such as stainless steel and titanium, and there is very little wasted material.
|
Table 1 | |
|
Size (mm) |
Tolerance (mm) |
|
5 |
±0.025 |
|
10 |
±0.05 |
|
20 |
±0.1 |
|
40 |
±0.15 |
The Future
This technology is currently being used by IMS Connector Systems for the production of RF connectors, particularly for telecommunication applications. Future plans are to expand the profile of connectors manufactured using MIM technology as well as testing the feasibility of the process for other high volume products.
IMS Connector Systems, Löffingen, Germany, Tel: +49 7654 90 10, e-mail: sales@imscs.com, Web site: www.imscs.com. Circle No. 307