
 Desktop milling machines for prototyping circuit boards have long been particularly helpful to microwave engineering development teams. Often a circuit or a critical part (filter, amplifier, coupler, etc.) needs to be designed quickly to keep the entire project on schedule. In many cases the desktop milling system can create the actual piece so that the part can be tested quicker than software can simulate the performance. This can offer additional help if the physical part is actually needed to make a system work since you then have the part available. What are the challenges that today’s microwave development teams face that cause additional difficulties to the users of desktop milling systems and what has one particular vendor done to answer these challenges?
Desktop milling machines for prototyping circuit boards have long been particularly helpful to microwave engineering development teams. Often a circuit or a critical part (filter, amplifier, coupler, etc.) needs to be designed quickly to keep the entire project on schedule. In many cases the desktop milling system can create the actual piece so that the part can be tested quicker than software can simulate the performance. This can offer additional help if the physical part is actually needed to make a system work since you then have the part available. What are the challenges that today’s microwave development teams face that cause additional difficulties to the users of desktop milling systems and what has one particular vendor done to answer these challenges?
The Quick Circuit system first appeared in 1990. There are thousands of these in use around the world. The use of these systems in microwave applications is particularly popular. It is likely that more than half of the systems in use are primarily or exclusively in microwave applications. The advantage that these systems offer over other prototyping methods is that there is no chemical etching, no need for artwork creation, the edges of the circuit are more perpendicular to the dielectric than in many chemically-etched boards and a wide variety of materials can be used.
In recent years the needs of the microwave development community have evolved to where thinner materials must be used. The need to prototype thinner materials along with smaller feature sizes has pushed the limits of milling prototyping systems. The decreased feature size makes the viewing of the features and the system in operation more difficult. Also, where the median age of engineers and technicians increases, the quality of the eyesight of the user tends to decrease. Another concern is that with thinner and softer materials and smaller sized features the mechanical pressure foot could prove ineffective in certain situations.
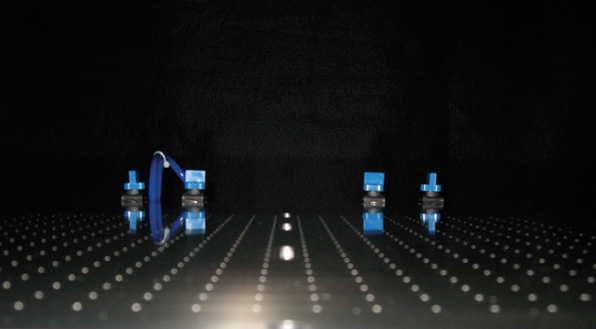
In response to these evolving challenges the supplier of the Quick Circuit system has developed new solutions. In order to simultaneously reduce the force of the Z-axis movement and make the force more accurate and dependable, the company has replaced the solenoid movement with a pneumatic one. The limitations of the mechanical pressure foot can be overcome with a pneumatic pressure foot. For thinner materials Quick Circuit offers a vacuum table (see Figure 1). To facilitate operation of the system and to assist viewing of the process an optional camera system called TraceCam™ has been created. To improve control of the system the IsoPro™ software that processes the design file inputs and operates the mechanical prototyping equipment has been bolstered to handle these additional capabilities as well as offer new functionality.
The introduction of the pneumatic Z-axis allows the user to set the force with which the Z-axis contacts the circuit material. On thicker and/or harder materials the force can be set relatively high in order to speed up the machining process. For softer and thinner materials this force can be set much lower. The pneumatic control also avoids an occasional problem with the effects of heat on solenoid actuation of the Z-axis. If heat builds up on the solenoid on larger projects the resistance in the solenoid increases thereby decreasing the force applied.
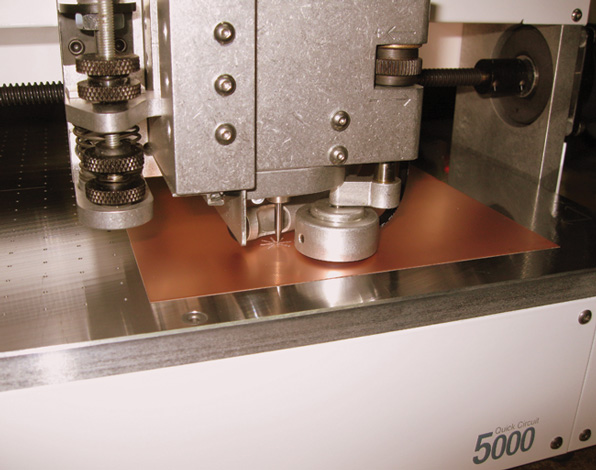
The pneumatic pressure foot replaces the mechanical one. The advantages are twofold. First, the repeatability of the depth of cut is one micron (1 μm). The mechanical setup can be set in increments of 10 micron (10 μm), although there were techniques to set the depth accurately for half-ounce and one-ounce materials. Second, the consistent air pressure allows the system to mill to an accurate depth without physically touching the material being milled. Figure 2 shows the pneumatic pressure foot milling a board on a cushion of air that is being held down on the vacuum table.
For working with thinner materials a vacuum table is now offered. Thinner materials such as flex circuit material are more difficult to handle because the pinning system used on rigid laminate is not very effective. Holding the materials flat with a vacuum table is much easier. The additional challenges that are presented through use of a vacuum table include:
• How one handles the loss of vacuum when holes are drilled or the contour (outline) of the board is cut
• On double-sided circuits the alignment of the bottom side needs to be re-established by the system
T-Tech has devised techniques to handle the loss of vacuum hold caused by drilling holes or routing the board outline. The realignment of the bottom side of the board is done through the latest version of the IsoPro software. IsoPro calculates the skew of the previously drilled holes and modifies the bottom layer files accordingly.
The TraceCam enhancement offers the user the ability to more easily set parameters and view the machine operation. Both the depth of cut, width of cut and the quality of the machining process are all more easily viewed on the screen of the computer driving the system. The software displays on the screen each step of the machining process. The actual cutting is being captured by the TraceCam™ and displayed on the screen. The X,Y coordinates of the next step in the process are displayed as are the X,Y,Z coordinates of the milling head. The TraceCam also allows the user to send the head over user-designated sections of the work area in order to measure entities.
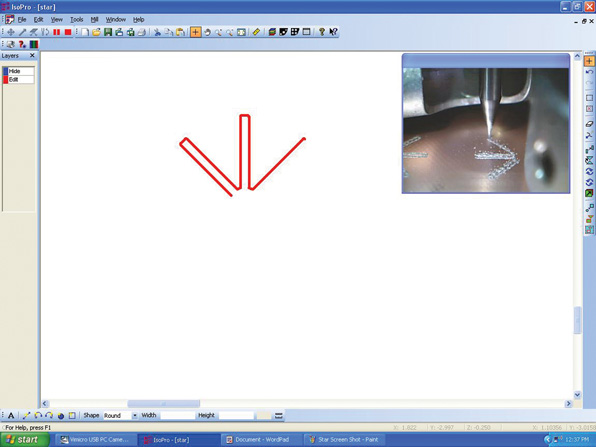
Tying all of the new functionality together is the latest version of the IsoPro software. In order to take better advantage of the better graphical control offered by TraceCam, the IsoPro offers the user the ability to flip, rotate and mirror images. The user also has the ability to customize the operation of the system through color control, adjustable pixel resolution, lighting control and customizable hot keys. A new function offering the user increased flexibility is the ability to “record motion.” Figure 3 shows a TraceCam view of a star board milling in progress. The camera view showing the actual milling and the graphic trace are both displayed on the screen.
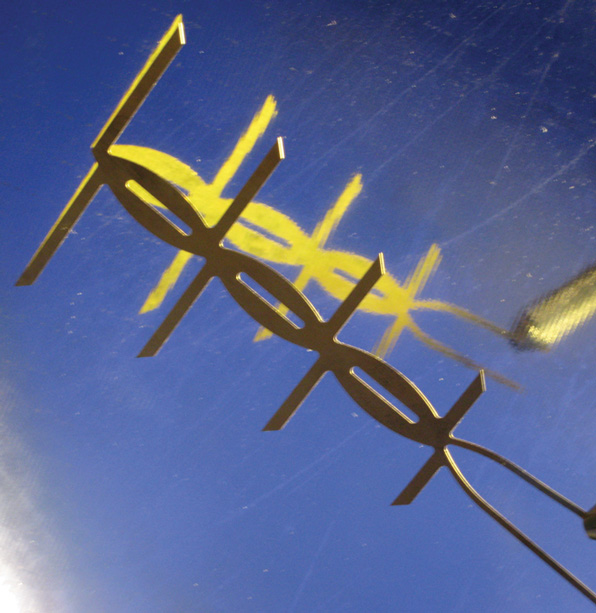
In order to make operation of the machining aspects easier there is a lookup table for a wide variety of materials that microwave projects require. Using system-specified speeds and feeds for various materials makes operation more efficient for the user than trial and error. In addition to circuit board laminates the system can help the designer create antennas or shielding out of metals such as brass (see Figure 4). For certain difficult projects such as bi-metallic laminates or entities exceeding the Quick Circuit work area, the latest IsoPro offers a CNC output for use with machining centers.
File handling is easier now that automatic backup is included as is the ability to e-mail files from IsoPro. IsoPro features language support in Spanish, French, German, Japanese, Chinese and Hindi.
The creators of the Quick Circuit have been busy keeping the system up-to-date to today’s challenges. If the past is any indication the future will demand that more capabilities continue to be offered, that these capabilities make the system faster and easier to operate, and that the operation will need to include a wider variety of materials and software.
T-Tech Inc.
Norcross, GA
(770) 455-0676
www.t-tech.com
RS No. 303