
The confluence of art and science is even more crucial in the soldering process. There is no concept of a precise application of heat in a non-automated soldering process, which is how the 1.35 mm cable assemblies are manufactured. Also, there are many dissimilar materials in the cable construction (e.g., PTFE, steel and copper) with individual coefficients of thermal expansion and minutely non-symmetrical construction (e.g., a helical wrap that creates an internal spiral to mimic a smooth cylinder). L- through Q-Band cable constructions are more forgiving to the application of heat and the imprecision of the mechanical connections. Starting with V-Band and quite dramatically at E- and W-Band, small mechanical variations translate to electrical performance degradation.
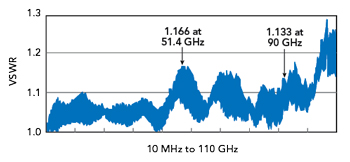
Figure 4 1.35 mm cable assembly VSWR measured with 1.35 to 1.00 mm adapters gated out of the measurement.
There are effectively a series of micro-environments in the cable to connector interface, starting with the soldering of the outer braid portion of the ferrule, proceeding to the outer conductor portion of the ferrule and transitioning to the rear portion of the connector. The goal is to keep each of these sections as close to 50 Ω as possible. If there must be an impedance difference in the connector, the transition should be gradual. When soldering the cable to the connector, the heat expands the PTFE dielectric. For this size cable (0.055 in. diameter) a 1 mil change in the diameter of the extruded dielectric results in a change of 1 Ω. In practice, analyzing and compensating each micro-environment of impedance is not possible. What is possible is honing the manufacturing process by minimizing heat and creating tooling that enables precise trimming and measurement during cable preparation. Then the manufacturing technicians use their accumulated skills and experience to manufacture the cable.
Performance
The following data represents the performance of connector in pre-production. Figure 4 shows the broadband VSWR response; the highest VSWR is 1.16:1 at 51 GHz, dropping slightly to 1.13:1 at the upper frequency of 90 GHz. When these measurements were made, the 1.35 mm calibration kit was still being developed (it has since been finished), so the VNA was calibrated to 110 GHz using 1.35 to 1.00 mm adapters over the full bandwidth. To eliminate the contribution of the adapters, the calibration comprised 11,000 points to use the VNA’s gating function. The VSWR readings are gated to the end of the pair of adapters. The insertion loss of the cable assembly is plotted in Figure 5. Table 2 specifies the upper frequency to be 90 GHz and the theoretical cut-off to be 98.5 GHz. From the data, the connector modes close to 98 GHz.
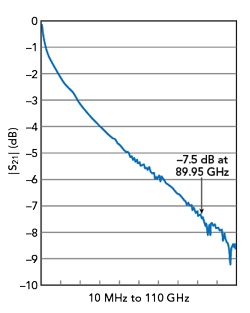
Figure 5 Measured |S21| including the 1.35 to 1.00 mm adapters.
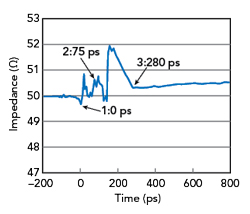
Figure 6 Time domain measurement of the connector showing a 2 Ω mismatch, caused by dielectric expansion when the ferrule was heated for soldering.
Figure 6 shows the time domain performance of the cable, which quantifies impedance mismatches at different sections of the assembly out to 800 ps, which includes the end of the VNA test port, the adapters, the connector and a portion of the cable. The Y axis shows the impedance deviation from 50 Ω. The calibration point at 0 ps is at 50 Ω. Between markers 1 and 2 is the 1.00 mm to 1.35 mm adapter, which is matched to the network analyzer and connector. Before marker 3, which is at the end of the ferrule section of the connector, there is a 2 Ω mismatch caused by dielectric expansion, which occurred when the ferrule was heated for soldering. Fine tuning this pre-production connector design included changing the inner diameter of the ferrule, with a 1 mil change lowering the inductive reflection and improving the VSWR.
Launching the 1.35 mm Family
With the connector and cable development complete, the cable assembly and manufacturing processes are being fine-tuned to support an early October product launch. The 1.35 mm connector system - comprising the calibration kit, rotary joint, inter-series adapter, printed circuit board connectors and cable assemblies - are available. Near-term development plans include a waveguide to 1.35 mm adapter for hybrid applications.
The 1.35 mm connector was created to fill the need for a robust mechanical connector “up to E-Band,” to support the satellite and mobile communications and automotive sectors. The commercial release follows a five-year gestation from the definition of standards to the availability of products. The evolution of connector technology will continue, with 5G and future generations anticipating systems operating to 140 GHz - driving the exploration of a commercial 0.8 mm connector.