
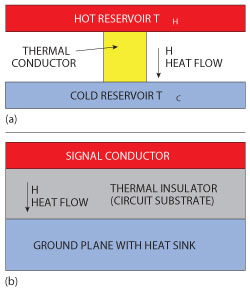
Figure 1 The basic thermal model illustrates heat flow in a PCB (a) while this simple thermal model represents a microstrip circuit (b).
Printed circuit board (PCB) materials are affected by changes in temperature, and interactions between electrical and thermal effects can influence the performance of microwave circuits fabricated on different PCB materials. Heating of high-frequency circuits and PCB materials can occur from devices mounted on a circuit or outside sources of energy. A number of different studies are detailed here to illustrate how different electrical and thermal interactions can influence the behavior of different PCB materials.
PCB properties change when a PCB is heated. Interactions between electrical and thermal effects can lead to performance issues. For example, circuit designers often ask how much power a particular PCB can handle, and that is very much related to a PCB’s electrical and thermal interactions. Understanding these interactions and how they can impact different circuit board properties can greatly assist a designer when working with and troubleshooting PCB materials for high-power microwave applications.
PCB thermal management starts with an understanding of the material’s thermal conductivity, and some of those issues were detailed in an earlier article by the author appearing in this publication.1 The electrical and thermal interactions that can occur within a PCB can be quite different than thermal conductivity, however. Such parameters as thermal conductivity and some electrical properties affect each other.
To better understand the electrical and thermal interactions in a PCB material, it may help to represent the material by a thermal model. Such a module can be portrayed by hot and cold areas or reservoirs connected by a thermal conductive material (see Figure 1a).A typical thermal conductor is copper, with a thermal conductivity (TC) of about 400 W/m/K which is considered quite good. For a model that more closely resembles the thermal flow in a microstrip PCB without plated through holes (PTH), the basic thermal model can be modified by having a thermal insulator between the hot and cold reservoirs (see Figure 1b). Most substrates used in the PCB industry are considered thermal insulators with typical thermal conductivity values between 0.20 and 0.30 W/m/K. The top copper layer is assumed to be the signal layer (or hot reservoir) while the bottom copper layer is assumed to be the ground plane (or cold reservoir), and Figure 1b assumes that a heat sink is attached to the ground plane.
In regard to the basic thermal model in Figure 1a, the relationship for the transfer of heat between the hot and cold reservoirs is:
where H is heat flow, k is the thermal conductivity, A is the area at the reservoir-thermal conductor interface, ΔT is the heat difference, and L is the length of the thermal conductor joining the reservoirs. In this model, it is assumed the temperature of the thermal conductor has reached equilibrium. The simple model and the equations indicate that less heat transfer will occur between reservoirs for a thermal conductor with low thermal conductivity. This is the case when considering the microstrip circuit in Figure 1b, where the substrate acts as a thermal conductor with low thermal conductivity. The distance between the reservoirs will also impact the amount of heat transferred, while a thinner thermal conductor will increase heat flow. Increased heat flow will allow heat to transfer more efficiently to the ground plane (heat sink), with the circuit staying cooler.
A rudimentary microstrip circuit thermal model assumes that the heat is generated on the signal plane, although this may not be entirely correct. In general, heat can be produced within a PCB as an artifact of RF heating or from an active device mounted on the circuit and generating heat. When heat is generated by conduction from a mounted device, the simple model that assumes heat flow originates on the signal plane is relatively accurate. In the case of RF heating, the heat is related to insertion loss and is often caused by a mix of losses, including the losses of the conductor on the signal plane and the dielectric losses of the substrate material. In this scenario, the heat source is not entirely within the signal conductor; however, for circuits that are relatively thin and where conductor losses dominate, much of the heat will be generated at the signal plane. More specifically, heat will be generated in areas where the current density is highest, which is at the copper-substrate interface of the signal conductor. For applications where the heat is the result of RF heating, the heat patterns will be similar to the high current density patterns. With this in mind, different heat patterns can be projected when comparing a transmission line to an edge-coupled or stub feature in a PCB.
Material Properties
Thermal conductivity is an important PCB property and most circuit materials have low thermal conductivity values. Nearly pure PTFE substrates have very good electrical performance at microwave frequencies, but typically exhibit low thermal conductivity values in the range of about 0.2 W/m/K. Some ceramic-filled PTFE substrates offer improved thermal conductivity values, in the range of 0.4 to 0.7 W/m/K. In general, a PCB material with thermal conductivity above 0.5 W/m/K is considered good and values above 1.0 W/m/K are considered extremely good.
Other material properties that affect PCB thermal behavior are coefficient of thermal expansion (CTE), glass transition temperature (Tg), dissipation factor (Df), dielectric constant (Dk or εr), rated thermal index (RTI), copper surface roughness, thermal coefficient of dielectric constant (TCDk), and thermal coefficient of dissipation factor (TCDf). The CTE and Tg properties are typically used for reliability considerations. RTI is a rating given to UL-rated circuit materials for the maximum temperature the raw material can be exposed to indefinitely without degradation in material properties. When the raw material is made into a circuit, there is another rating which is most applicable to the power-handling capability of a circuit and that is the maximum operating temperature (MOT). MOT refers to the maximum temperature to which a circuit can be exposed without degradation of critical properties. The MOT is always less than a circuit material’s RTI. When reviewing the maximum RF power-handling capability of a PCB, MOT is used as the maximum temperature a circuit can be exposed to over long periods of time.
For example, a circuit with heat rise of +70°C above an ambient of +25°C must endure a temperature of +95°C indefinitely. The RF power that creates this heat rise is acceptable if the circuit has an MOT rating of +105°C. But if the circuit’s heat rise is greater than +80°C above ambient, the applied RF power level that created the heat rise would not be acceptable.
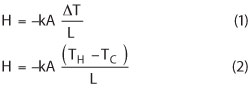
Material parameters Df and copper surface roughness affect the heat produced by a PCB by impacting the insertion loss of a circuit, since a circuit with high insertion loss will generate more heat when RF power is applied than a circuit with low insertion loss. A circuit with low Df and smooth copper surface results in less insertion loss and less heat produced when RF power is applied. The Dk can also affect loss since lower-Dk materials enable circuits with wider conductors for a given impedance, resulting in lower conductor losses and lower overall insertion losses and less heat generated from applied power. In general, an ideal circuit material for high-power applications should have low Dk, low Df, smooth copper surface, thin substrate material, high thermal conductivity, and be capable of a high MOT. Table 1 provides a summary of properties for materials used in PCBs that can impact microwave thermal performance.
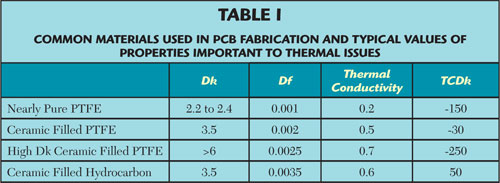
Figure 2 Results from a study showing the different temperature rise when using materials of significantly different thermal conductivity (TC).
Other circuit material properties important to understanding electrical-thermal interactions are TCDk and TCDf. TCDk is a property of all circuit materials and a measure of how much the Dk will change for a given change in temperature. Similarly, TCDf is a measure of the change in Df with change in temperature. These parameters are generally considered important for circuits in environments with changing temperatures. A PCB with high TCDk, for example, could undergo changes in impedance, affecting the performance of matching networks as Dk changes with temperature. TCDf can be a factor for circuits with tight loss budgets, where an increase in temperature can cause a rise in Df and increased loss. TCDk and TCDf are properties to consider for their impact on electrical-thermal interactions.
A PCB with copper conductors can have its performance affected by a parameter known as temperature coefficient of resistance for copper, which is a measure of how much the copper resistance changes as the copper is heated. This is a relatively simple calculation for DC applications, but it becomes more difficult to determine at microwave frequencies. This is because at higher frequencies, conductor loss, which is a component of total insertion loss, has a frequency dependency on resistivity due to skin depth.
Microwave Electrical-Thermal Interactions
A number of studies were performed on microwave PCBs to better understand these electrical-thermal interactions on circuits. The first study explores differences in thermal conductivity only, when DC power heats the circuit, ignoring RF power and loss issues. The second study examines external heating of microstrip filters and monitors changes in filter performance as a result. The third study uses RF power to heat transmission line circuits of different configurations, using dissimilar materials, at different frequencies and power levels. Finally, a brief study will show thermal images of a microstrip bandpass filter heated due to applied RF power and discussion of the different heat patterns.
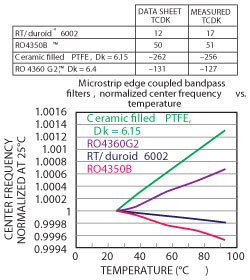
Figure 3 Normalized Dk vs. temperature chart for common high-frequency PCB materials.
Figure 2 shows the results of a study using materials of the same thickness, but with significantly different TC. The circuits were based on simple double-copper-layer PCBs with a surface-mount termination resistor soldered to the middle of the circuit. DC power was applied and equilibrium temperatures measured at different power levels. The circuits were mounted on a water-cooled heat sink which served as a consistent cold reservoir. It is clear to see that the circuits using materials with higher thermal conductivity had less heat rise above ambient (see Microwave Journal, November 2011 for more information on this study).
The next study used circuits made on several different materials and all circuits with the same nominal design. The circuit design was a microstrip edge coupled filter, a 0.1 dB ripple Chebyshev design with center frequency of 2.5 GHz, bandwidth of 235 MHz, and return loss better than 15 dB in the passband. Due to differences in circuit fabrication and material properties, the different filters had slight differences in center frequency and bandwidth; however, the results of the variations in center frequency were normalized. This study intended to show how the PCB property of TCDk manifests itself in terms of a shift in center frequency when the filter is heated. Figure 3 provides comparisons of the materials’ reported TCDk values and calculated TCDk values for the circuits exposed to different temperatures.
As Figure 3 shows, there are differences in measured TCDk for actual circuits compared to values reported on data sheets. There are several reasons for these differences. Data sheets are often the results of materials studied in a clamped stripline resonator test where raw substrate is typically evaluated. This test uses a loosely coupled stripline resonator and is much less sensitive to measurement system calibration, cables and connectors. This test suffers fewer variables than measurements on microstrip edge-coupled filters, where the center frequency can be altered by calibration, cables and connectors. This was intended as a simple study of one circuit for each data set; due to limited data, statistical validity cannot be assumed. In contrast, the clamped stripline resonator test on raw substrate was conducted across a large number of samples and the data are statistically sound.
The third study was performed using transmission line circuits with varying material properties. Additionally, the circuits were heated from RF power at different frequencies as well as power levels. Table 2 provides a summary of the circuit performance and critical material properties for the circuits evaluated in the third study. The insertion loss numbers shown in Table 2 are from testing the circuits as a set, using a differential length method.2 The circuits used bare copper with no finish or soldermask. For this study, the circuits were required to have a black paint applied, with a known emissivity, for accurate measurement using a thermal imaging camera. The black paint increased the insertion loss and depending on the circuit configuration, the increased loss will be more or less significant. The circuit in the first row shows a copper roughness of 2.8 and this is not typical for this material, but it was done for purposes of this study. All circuits were microstrip transmission line circuits with the exception of the circuit in the third row – this circuit is a grounded coplanar transmission line that is tightly coupled; the impact on insertion loss due to the paint is more significant on this circuit.
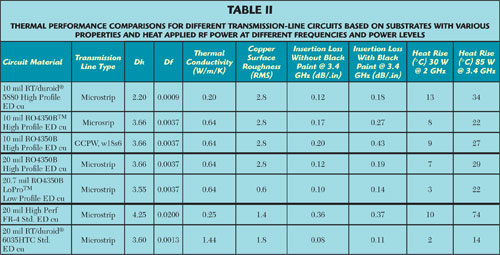
There is an abundance of information in Table 2 to consider and some generalities will be given. The circuits in the first two rows have the same thickness and copper roughness, however, much different Df and thermal conductivity. It can be seen that even though the insertion loss is lower for the material in the first row, the benefit of high thermal conductivity is shown with lower heat rise at different frequencies and power levels.
The circuits in rows four and five are the same thickness and with very similar material properties, however the copper surface roughness is significantly different. The benefit of smoother copper can be seen in lower temperature rise.
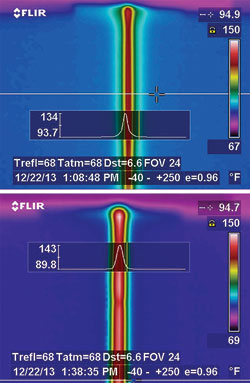
Figure 4 Thermal imaging pictures showing the performance of circuits in rows 2 and 4 (from Table 2), when heated with 85 W at 3.4 GHz.
Lastly the circuits in rows six and seven are the extreme comparisons. The material in the last row has the best combination of properties for this study and the data shows the least amount of heat rise when comparing the different power levels at the different frequencies. An example of some thermal images taken is given in Figure 4, showing differences for the circuit materials in rows two and four.
The photos shown in Figure 4 are a top view of the circuits with the signal launch area at the upper portion of the picture. The pictures show heat rise differences of two circuits using the same materials and the only significant difference is the substrate thickness. The benefit of a thinner circuit with a shorter heat flow path is demonstrated with the higher power testing.
The final study was performed to illustrate differences in heat patterns for other microwave circuit designs, which can differ greatly from transmission line patterns. A common edge coupled filter was used as example for this study.
The filter evaluated was based on 20 mil thick RO4003C™ circuit laminate. It was designed for a center frequency of 2 GHz, bandwidth of 175 MHz, and passband return loss of 15 dB. After the application of the black paint, several properties shifted and the center frequency was 2.010 GHz, bandwidth of 156 MHz and insertion loss of 6.5 dB in the passband. Figure 5 gives details of the filter along with thermal images while RF power was applied.
Figure 5c shows the heat pattern of the microstrip bandpass filter at the center frequency with 30 W of applied RF power. If, for example, the applied power is shifted in frequency by 40 MHz, which is still within the passband, the heat pattern will change from what is shown. Also in this figure is a measurement white line aligned to the high temperature areas of the resonators for this filter on the left side of the circuit. There is a temperature mapping in regard to the white line and the highest temperature (140°F) can be seen at the end of the first coupled resonator.
When the RF power is shifted in frequency by about 80 MHz down to 1.93 GHz, which is just below the edge of the stopband, a heat pattern occurs that is shown in Figure 5d. Again the white measurement line is the reference for the temperature mapping which shows where the highest temperature is at first resonator elements of the filter. The RF power is coming in from the left of the filter and a termination load is to the right of the filter.
Understanding the material property differences of high-frequency circuit materials is paramount in applications where thermal issues are a concern. The thermal issues are typically divided into two categories, where a circuit may be heated from a mounted device or the circuit is heated due to RF power being applied. Each scenario is affected by circuit material-related issues and, as has been shown, a material with optimum properties can ensure a robust design for applications where thermal management is a concern.
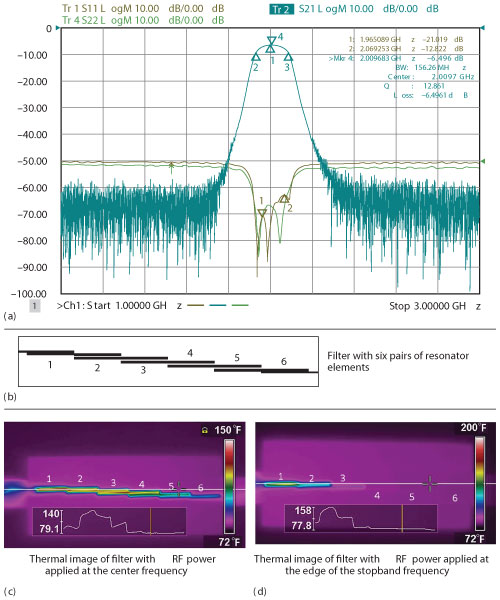
Figure 5 The measured S-parameters for the filter under evaluation (a), the top view of the basic circuit pattern (b), thermal image of the fabricated filter at its center frequency (2.010 GHz) with 30 W applied (c) and the same applied power but at 1.900 GHz which is in the stopband of the filter (d).
References
- John Coonrod, “Improved Thermal Management of Microwave PCBs using Advanced Circuit Materials,” Microwave Journal, November 2011, pp. 92–97.
- John Coonrod, “Understanding the Variables of Dielectric Constant for PCB Materials used at Microwave Frequencies,” European Microwave Week 2011.
John Coonrod received his bachelor of science degree in Electrical Engineering (1989) from Arizona State University. He has been involved in the PCB industry for 26 years, is currently market development engineer for the Advanced Circuit Materials Division of Rogers Corp., Chandler, AZ.