
Laser Direct Structuring (LDS) has become well established, especially in the field of antennas. However, through development work at LPKF, new procedures and a simplified prototyping process are now expanding the possibilities for its application. Three-dimensional molded interconnect devices are particularly suitable when mechanical and electronic functions need to be combined with one another or if the space requirement and weight of the component is a major factor.
Laser direct structuring has established a good name for itself with molded interconnect devices (MID). In the process, a plastic containing an additive is structured by a laser, whereby the laser process exposes the additive and creates a micro-rough surface. The surface has fine cavities that ensure good adhesion with the material of the conductor layers.
In the subsequent currentless metallization bath, which is the next sequence in the process, a conductor layer is built up on the structures. In this process, strip conductor thicknesses of circa 10 µm are possible; a finish with nickel and gold can follow. In the standard version, the laser systems in the LPKF Fusion3D line can securely create conductor structures with a pitch of 200 µm (100 µm/100 µm line/gap); optional fine pitch systems with modified fine focus optics can reach a pitch of 150 µm (75 µm/75 µm line/gap).
For the RF sector, the broad range of materials is interesting. Nearly all well-known manufacturers have LDS-capable variants of their plastics on offer, including polyamides that can be cross-linked by irradiation and are thus solderable. Figure 1 shows the material range of deliverable LDS plastics.
This state of LDS technology is well known and proven. A range of well-known OEMs utilize LDS technology in order to attach antennas for smartphones or tablet computers on existing structural components. A radar system also uses an LDS component for an adaptive speed control system.
Comprehensive Prototyping
The basic idea of the new LDS prototyping process is in coating a component with an activatable surface. Any additively produced plastic components can be used as base bodies. The resolution is what matters: the processes – selective laser sintering (SLS) and stereolithography (SLA) – have roughness values that allow reliable further processing.
The base body thus produced is coated with paint. This paint includes the LDS additives. In contrast to the process previously offered, usually a single thorough coating of paint suffices. The new LPKF ProtoPaint LDS paint comes in a spray can (see Figure 2) and is activated before the first painting.
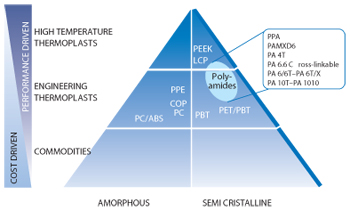
Figure 1 The material range of deliverable LDS plastics.

Figure 2 Circuits from a spray can: LPKF ProtoPaint LDS.
For RF applications, MID materials replace the substrate material. RF substrate materials have well known electric properties over the entire frequency range. The same can be achieved for LDS-MID materials or by using general purpose materials and painting them with LPKF ProtoPaint LDS.
For the second step, LPKF presents a completely new laser system, which structures the coated prototypes. The laser optics used correspond to those of production systems but are placed in a compact enclosure. The proven LPKF ProtoLasers serve as the basis for PCB prototyping.
Their working range is decoupled from the carrier structure by means of damping elements and they can be moved on rollers through any laboratory door. The ProtoLaser 3D (shown in Figure 3) requires only a socket outlet and an exhaust. It has a height-adjustable work platform so as to structure components of different dimensions. The working range is 300 x 300 x 50 mm and the scanning field is 100 x 100 x 25 mm.

Figure 3 The LPKF ProtoLaser 3D can structure LDS parts in different angles.

Figure 4 The LPKF ProtoPlate LDS systems make metallization of LDS parts easy.
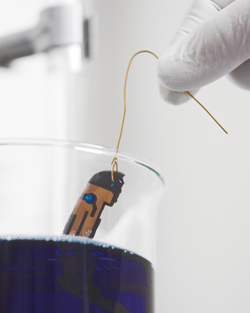
The third step to a functional prototype is metallization and a ready-to-use solution is also available for this. With LPKF ProtoPlate LDS, a process can now be delivered for currentless metallization of structured LDS components. It consists of a protective enclosure for process guidance and an already prepared combination of bath chemicals as the consumable component. The metallization process (see Figure 4) is as easy as making coffee.
Figure 5 LDS antennas offer full 3D shaping for maximum design freedom (Image: Leibnitz University Hannover, C.Orlob).
The base metallization is poured into the beaker from the canister that is supplied and brought to the working temperature of around 44°C in the beaker. A pre-proportioned activator solution starts the process and the components are then simply immersed in the bath. The thickness of the copper layer – generally in the range of 3 to 10 µm – depends on the bath temperature and the dwell time. This can be easily seen on a graph. After metallization, the consumed bath chemicals are put back into the canister, marked with a label that is supplied and then can be easily disposed of.
With the new prototyping process, the gap between design and serial production is closed. With respect to three-dimensional antennas (see Figure 5) or circuits, various layouts can be quickly and inexpensively created on components and checked for their suitability. The costs of the prototyping process is also considerably lower than with previous processes, since neither tools nor component fittings have to be built and the prototyping laser is considerably less expensive than the more complex systems for industrial production.
Finally, RF developers don’t have to do without their trusted materials: with ProtoPaint LDS, each component becomes LDS-capable and can be protected from environmental influences by protective paint, Metal Organic Fragmentation (MOF) or Electroless Nickel Electroless Palladium Immersion Gold (ENEPIG) coatings.
LPKF Laser & Electronics AG,
Garbsen, Germany,
www.lpkf.com