
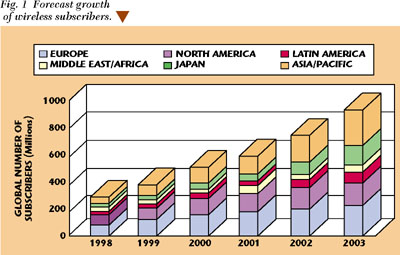
Currently, the most significant driver for packaging and high density interconnects is wireless communications. Figure 1 illustrates the projected regional growth of wireless subscribers through 2003. Mobile phone development continues rapidly and already advanced handsets offering Internet and e-mail access, as well as many of the features of a personal digital assistant (PDA), are becoming available. The progressive incorporation of new features into a smaller space while delivering increased battery life, lower cost and higher levels of manufacturing robustness will continue to challenge RF designers. Whereas the integration level of ICs continues to be important, module or substrate level integration is increasingly viewed as the key enabler. Low temperature cofired ceramic (LTCC) has demonstrated that it meets the density, performance and cost requirements for portable wireless applications, and is well positioned to meet the high density interconnect requirements of signal processors with gigahertz clock rates.
THE LTCC PROCESS
With LTCC technology, an unfired tape (Green Tape) replaces the conventional screen printable paste dielectric. The tape is cast from a slurry of the same inorganic components used to formulate thick-film composition. A full discussion of the consequences of this process is beyond the scope of this paper; however, three of the most important characteristics follow.
With conventional screenprinting, paste transfer and via formation must occur simultaneously. With LTCC they are separate. This enables thicker, higher quality, more uniform, dense dielectric layers and smaller, finer pitch and perfectly formed vias to be achieved with LTCC versus thick-film.
Screen-printed multilayer circuits mainly involve sequential processes, thus yield and quality are only as good as the layer with the poorest yield and the poorest quality. With LTCC, each tape layer can be fully customized with conductor prints, via fills, embedded resistors, capacitors and inductors, and cavities, and be fully inspected (and accepted or rejected) before they are all collated and fired. Thus, the yield of LTCC circuits, even with 40 to 50 layers (>50 demonstrated), can still be in the high 90th percentile.
The firing temperature for high temperature, cofired ceramic (HTCC) is close to 1500°C, substantially above the melting temperatures of high conductivity conductors. HTCC conductors are therefore limited to refractory metals such as W or Mo -- not noted for their high conductivities, a fundamental need for portable wireless applications. In contrast, LTCC requires a firing temperature of 850° to 900°C. This enables the use of higher conductivity conductors such as silver and gold -- a significant advantage for LTCC. The process flow for Green Tape LTCC is shown in Figure 2. Each layer of tape is blanked to size, and registration holes punched. Vias are formed in the dielectric tape by punching or drilling. The conductor traces and via fills are screen-printed or photo-defined.

When all layers have been punched, printed and inspected, the tape layers are registered, laminated and cofired. The cofire process (that is, dielectric and conductor fired at the same time) involves much fewer firing steps than conventional thick-film technology.
Selection of conductor metallurgy depends on the end use. Military and aerospace applications have generally tended to use Au (for inner layers, via fills and wire bonding) and Pt-Au alloy conductors (for solder assembly). Portable wireless applications more commonly use Ag (for inner layers and via fills) and Ag-Pd alloy conductors for solder assembly. For those applications where top Au conductors are combined with inner Ag conductors, transition via fill metallurgies are available.
PROCESS ENHANCEMENTS
For substrates larger than 5" by 5" square manufacturers tend to prefer to use a variation of the basic LTCC process which incorporates the use of a constraining (release) tape and/or pressure. Either way the x-y planar shrinkage of the tape and the tolerance of this shrinkage is reduced from 12.7 percent (±0.03 percent to near zero).
The simplest of these is pressureless assisted sintering (PLAS),2 which simply uses two constraining tape layers, co-laminated to the tape composite and requires no special tooling. The constraining layers do not sinter or shrink, but maintain a uniformly high frictional contact over the surface of the laminate during firing. Overall shrinkage for PLAS is 0.05 to 0.15 percent (depending on design) with a tolerance of < ±0.05 percent.
The second variant, pressure assisted sintering (PAS),3 is even more effective in reducing the shrinkage variance (tolerance < ±0.008 percent). The same release tape-coated laminates used with PLAS are stacked together with interleaved porous plates and the whole stack up is placed between two constraining dies. The number of laminates that can be stacked depends on circuit design and furnace design. Up to 20 laminates have been demonstrated. Uniaxial pressure is applied to the constraining dies by use of a pressure ram. For fairly obvious reasons PAS firing is always carried out using a box furnace.
Regardless of which is used, customization of the release tape to prevent or minimize chemical interaction between it and the tape laminate is critical since the release tape needs to be cleanly removable at the end of the firing process.
In order to achieve fine-line features beyond 100 µm, photo-patterned conductors have been developed.4 For example, using a new cofireable Fodel Ag composition, it is now possible to pattern 50 µm lines and spaces on any layer of an LTCC interconnect structure, as shown in Figure 3. Demonstrated applications of this technology include high density interconnects, spiral embedded inductors and inter-digitated capacitors. The option of "designing in" embedded passive components in the form of resonators and filters is highly desirable to a designer.

Preliminary low loss capacitor materials for wireless applications have been developed and are under evaluation. These materials exhibit K values of 20 to 80, X7R temperature coefficient of capacitance (TCC) behavior and Q factors between 180 and 300. To increase their utility the materials are available in paste or tape form. Work to increase the K value to 200 and to design in NPO TCC characteristics is in progress.
The first generation of buried resistor materials has now been commercialized. They range from 10 Ω to 10 kΩ/square. A summary of their performance capability is provided in Table 1. Since their 6 * tolerances are nominally (20 to 30 percent), they are suitable for digital applications only. The reason is that their geometric variations cannot be smoothed by laser trimming (they are buried) to the tight tolerances of 0.5 to 1 percent required of analog circuitry -- the great advantage of surface thick-film resistors. Nonetheless, careful process control (primarily thickness) has enabled these materials to be used successfully in 5 to 10 percent tolerance applications.

FEATURES AND BENEFITS OF LTCC
Table 2 summarizes the features of LTCC and the benefits to the original equipment manufacturer who is designing and manufacturing handsets. High Q, or low loss, is important since it influences the height of the frequency response peak resulting in higher common mode rejection and reduced phase noise. Another consequence is lower mean power consumption and extended battery life. Both factors are important to portable wireless applications.
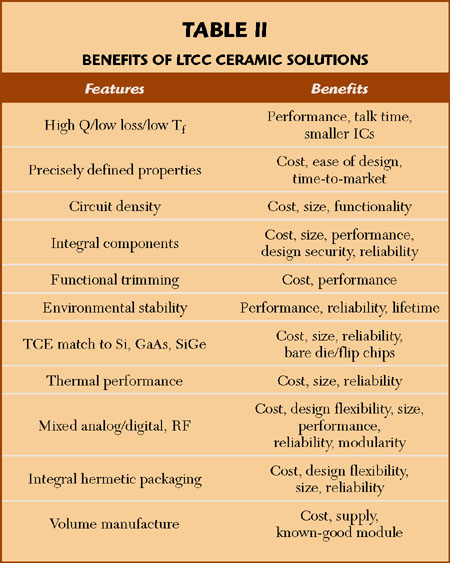
The dense, hermetic ceramic structures that are characteristic of fired LTCC bodies eliminates concerns regarding moisture and moisture-related failure modes, including swelling, shrinking, delamination and metal migration. The environmental reliability of such structures has been repeatedly validated by applications in the aerospace, military and automotive areas.
The low thermal expansion of LTCC matches well with Si, GaAs and SiGe, and facilitates bare chip attach without the need for an added epoxy under-fill process.
The ability to design in three dimensions (that is, to incorporate interconnect and passive components and functions in a single integrated block) is an important feature of LTCC technology. Secondary benefits include the elimination of large numbers of small components from the top or bottom layers of the circuit and a corresponding reduction in the total number of solder joints with their attendant processing and reliability issues, and potential for improved layout capability and x-y circuit size reduction. This latter feature, when combined with the larger format substrates that are possible with constrained sintering, represents a formidable approach to meeting the cost reduction initiatives that will continue to dominate and drive portable wireless growth.
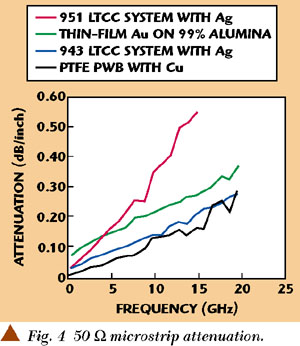
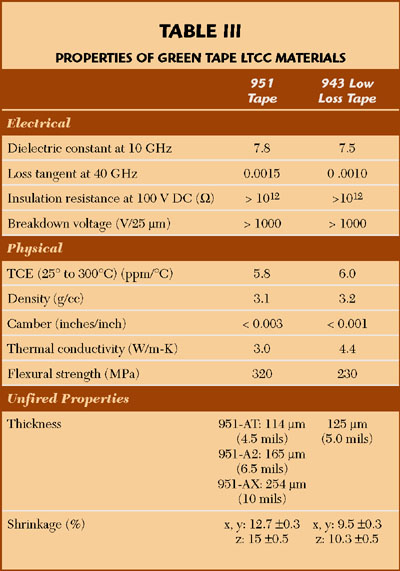
Figure 4 shows 50 Ω microstrip attenuation data (dB/in.) for two LTCC systems. This was generated using a T-pattern resonator.5 Also included are data for 99 percent alumina substrates metallized with thin-film Au and copper-clad polytetrafluoroethylene (PTFE) laminates.6 The 951 LTCC system has attenuation below 0.5 dB/in. up to about 12 GHz, while the low loss 943 system performs similarly to copper-clad PTFE laminates. Its performance is superior to that of thin-film Au on 99 percent alumina. Cavity and open resonator studies have shown that the dielectric constant K and the loss tangent of 943 are insensitive to frequencies up to 40 GHz. The 943 LTCC system is a second generation system of materials developed specifically7 to meet emerging needs for wireless applications above 12 GHz. As with the 951 system, compatible conductors (inner, via fill and top layer) have been developed. Table 3 summarizes the properties of both tape materials.
RECENT WIRELESS APPLICATIONS
Figure 5 shows a Bluetooth radio module. Bluetooth8 is a global specification for short-range wireless connectivity and data transmission originally proposed by Ericsson. This low cost microwave radio technology is intended to replace cables to simplify person-to-person and machine-to-machine interaction. Bluetooth will allow creation of personal-area networks in which any electronic device within a radius of three meters can seamlessly share data. It will be used in a broad range of electronic devices for voice and data communication, including mobile phones, modems, laptop and desk computers, fax machines, printers, wireless headsets and digital cameras. The prerequisites for the design of Ericsson's initial Bluetooth hardware module were small size, low cost, high reliability, low power and the ability to function in many applications. Ericsson selected flip-chip assembly for the IC, and LTCC based on its flip-chip compatibility, small size, and robust high frequency and mechanical properties. With LTCC Ericsson was able to integrate microwave structures for the antenna filter and transmit/receive baluns into the Bluetooth transceiver substrate.

Figure 6 shows an innovative IC package for a wireless application manufactured by National Semiconductor. This high density interconnect includes embedded decoupling capacitors and other RF passive structures, including the VCO resonator. It facilitated the removal of many external components. It has a µ-BGA footprint and is cost-competitive with standard packages.

LTCC is a key technology for integrated packaging in high volume, cost sensitive applications in wireless, automotive and high speed digital inter-connect markets. The tradeoff between system cost and performance is mission critical, and time-to-market is the driver. Figure 7 shows the strategic directions for future LTCC developments.

First, the number and variety of tape platforms will expand. An example is a tape with a temperature coefficient of expansion (TCE) between that of alumina and a glass-reinforced FR-4 printed wiring board (PWB). This high TCE tape will facilitate reliable LTCC module attachment to PWBs.
Second, although the performance of today's embedded passives is acceptable for many applications, the range of applications will be extended by innovations in materials and process to allow tighter tolerances. The paradigm will shift from embedded passives to embedded functions and integrated packaging will become pervasive.
Precise feature definition (line, space, edge, line shape) is key to performance in high frequency and high speed digital applications. Combining photo patterning and LTCC technology can deliver increased performance as well as increased circuit density. Photo-chemical technology has the potential to drive new process developments, which can decrease equipment investment and shorten the development cycle time.
Finally, larger panel size and more efficient process sequences will be required to meet the need for continuous improvement throughout the manufacturing cycle.
References
1. W.A. Vitriol and J.I. Steinberg, "Development of a Low Temperature, Cofired Multilayer Ceramic Technology," International Journal of Microelectronics, 1983, pp. 593598.
2. K.R. Mikeska and R.C. Mason, "Dimensional Control in Cofired Glass-ceramic Multilayers," Proceedings of the 6th SAMPE Electronics Conference, 1992, pp. 699712.
3. K.R. Mikeska and R.H Jensen, "Pressure-assisted Sintering of Multilayer Packages," Ceramic Transactions 15, 1990, pp. 629650.
4. Michael A. Skurski, et al., "Thick-film Technology Offers High Density Packaging," Microwaves and RF, February 1999.
5. Dan Amey, et al., "Ceramic Technology for Integrated Packaging for Wireless," Proceedings of the RFIC Symposium, Anaheim, CA, June 1999.
6. Daniel I. Amey and Samuel J. Horowitz, "Characterization of Low Loss LTCC Materials at 40 GHz," Proceedings of the International Symposium on Microelectronics, Chicago, 1999.
7. P.C. Donohue, et al., "A New Low Loss Lead Free LTCC System for Wireless and RF Applications," Proceedings of the International Conference on Multichip Modules and High Density Packaging, 1998, pp. 196199.
DuPont Microcircuit Materials, Research Triangle Park, NC
(800) 284-3382.
Circle No. 300