

Rogers’ RadixTM 3D printed low-loss material has a number of applications, including RF and Microwave devices. Additionally, this game-changing RF material has both metalized and non-metalized applications. This application note will discuss the advantages of 3D printing RF components for these applications compared to traditional manufacturing methods.
All About Rogers RadixTM Material
Rogers Corporation has a long history of developing materials for use with high-frequency, RF, or microwave applications. The traditional materials, while having world-class electrical properties, are limited to uniform sheets of several standard thicknesses. Over the past few years, Rogers Corporation has formulated a high-resolution 3D printable material with good electrical and mechanical properties for high-frequency applications. This path has led them to formulate the RadixTM material, a highly viscous photo-curable resin with high filler concentration.
Fortify’s FLUX CORE printer is currently the only printer on the market that can effectively print the RadixTM material. Due to the nature of the fillers that settle over time, Fortify’s Continuous Kinetic MixingTM (CKM) technology (a module built onto Fortify’s 3D printers) is essential to keep homogeneous and isotropic material properties. The material is displaced to a thickness of <100um and cured with a UV Digital Light Processing (DLP) projector in one flash per layer, with whatever portion of the 2M pixels designated ‘white’ curing solid, with the remainder of the material over a ‘black’ pixel staying liquid.
In reviewing the scope of the applications for RadixTM, a division was made between non-metalized and metalized components, with the latter requiring a selective metallization process. The major benefit of the RadixTM material, outside of being 3D printable, is the low RF energy absorption. Because low-loss parts are the goal, this metallization process must deposit or plate highly conductive metals, conducting at or near the bulk conductivity of the metal used in the conductors (Radix Spec Sheet).
Non-Metallized Applications
As research and prototyping continues on the metallization of complex-shaped RadixTM, the most mature applications are those that do not require metal adhered directly to the substrate, or bare dielectric parts. Fortify’s market research shows that the demand for non-metalized parts is heavily weighted toward parts taking advantage of latticing techniques - the formation of solid areas with differing volume ratios of air as a repeating pattern in the geometry to induce different effective Dk and Df metrics. Part of this process is to choose a unit-cell size for the repeating geometry. Larger unit cells allow for a broader range of effective Dk available with the geometry. They are also easier to clean when driving out trapped, uncured resin with a solvent.
The converse is that smaller unit cells will create a device that will stay linear to higher frequencies. Once a unit cell is a substantial portion of a wavelength, reflections will increase with frequency and performance will start to decrease. At certain crossover frequencies, the benefits of the latticed structure will still outweigh the increased reflections.
Wide-Angle Impedance Matching superstrates (WAIMs)
Benefits of WAIMs:
Actively scanned phased array antenna clusters enable electronically steerable beamforming, by having phase and magnitude control of the vector portion of the transmit/receive beam, independently, for each element in the array. The beam vectors from each element will then add to, or cancel out different portions of the conglomerate beam created by the full array to create different artifacts in the beam. Examples include steering angle and side-lobe suppression.
An array that is designed for optimal performance at boresight will show decreasing gain as the steering angle off of boresight increases. In some cases, the array can steer farther than is usable at all, due to the gain decrease being too much to register reflected power off an object, or reach the receiver end of a communications system. This decrease in gain that is limiting the steering angle is due to impedance mismatching at the antenna-air interface, which causes larger reflections at those steep angles. This mismatch is created by the effect on impedance of array element mutual coupling and the change in that effect as steering angle increases. Similarly, at the narrower steering angles, there is still a smaller increase in reflections that creates a situation where the penetration distance of the radar or communication array is not as deep as desired.
Wide Angle Impedance Matching (WAIM) is a process in which a superstrate (like a substrate but used between the antenna and free space) is designed to match out or cancel the reflections created by the antenna-to-air interface at wide steering angles in much the same way that reflections are offset in a closed transmission line system in the area of impedance change by adding intermediate impedance sections of quarter-wavelength. The same is true for impedance matching in free space. The impedance change can be graded to that of free space with matching sections of different effective Dk. With the ability to tailor thickness of the sections across the device, the quarter-wave spacing can be maintained, even with a flat WAIM structure that is interfacing with the beam at different angles. By selecting different effective dielectric constants within the same matching layer, the change in antenna impedance due to mutual coupling can be compensated for differently at different scan angles.
WAIM Manufacturing Methods:
WAIMs can be created using metamaterials or with frequency-selective surface techniques with intricate copper layers. They can also be created with the ability to form a variable dielectric constant so that the Dk near the antenna can be tapered out to the air interface. The Dk layers or the full thickness of the WAIM structure can be chosen to be a certain percentage of a wavelength at the target frequency to facilitate further reflection matching. Fortify’s print process with Rogers’ RadixTM material can satisfy this last method, with latticing structures, which when appropriate unit cell sizes are chosen, can act electrically like a solid material with a Dk of the effective Dk of any of the possible volume fractions of air-to-RadixTM.
The Benefits of 3D Printing WAIMs
A well-designed WAIM can increase antenna performance dramatically at high scanning angles, which means fewer total arrays are needed for wide fields of view or less transmit power is needed over the same field of view. Size, weight, power, and cost can all be positively influenced by the addition of a WAIM layer. Furthermore, with Fortify’s 3D printing process, the overall WAIM shape, as well as regions of set DkEff within the WAIM are only limited by the total build volume of the printer and can be of any shape desired. This allows the creative designer to blur the lines between WAIM superstrate and lens and accomplish some of each with one device.

Figure 1. Example WAIM Brick printed in Radix on the FLUX CORE 3D printer.
Digital Foam
Benefits of Digital Foam
Traditionally, antenna arrays, especially those that require a capacitive coupling between feed and the elements or between multiple patch layers, require an ultra-low Dk and ultra-low dielectric loss tangent for a high-Q capacitive opening to couple to a high-efficiency array of elements. PCB manufacturers are able to supply antennas with these low parameters by using foam cores, which are constructed of a quasi-rigid foam composed of mostly air and enough of the active substance to give the cores some decent structure. The foam cores described here enable the antenna performance the systems need and so are commonly used in the design, but they do have a few undesirable traits.
Foam itself is soft compared to other PCB materials. This makes it much more likely to be damaged in the field, requiring repair or replacement. Also, during manufacturing, the foam core is typically laminated to thin metalized dielectrics and to a thicker carrier PCB that may hold the capacitive feeds for the antenna, the beamformer, or both. Foam cores will experience some level of crush during this lamination as it requires temperature and pressure to perform. The manufacturer must use absolute minimal pressure to reduce the amount of crush. They must also predict the amount of crush to ensure they finish within the thickness tolerance that the designer has set.
Benefits of 3D Printing Digital Foam
Fortify’s digital foam will not crush under any reasonable lamination pressures. At a 1.3 effective Dk, which is about 80% air in a latticed volume, the digital foam withstands over 400 psi of pressure before it begins to fracture. This leaves headroom to push the effective Dk lower, which will reduce the pressure limit. Since it does not crush, the design engineer does not need to put a wide tolerance on the finished board thickness the way they would with traditional foams. This enables the coupling to the patch array to be much more predictable. Also, there is no danger of scrapped product due to overcrushing or uneven crushing, which has traditionally been a real concern.
Digital foam is available today in sizes up to 8”x12” at any thickness, with and without surface skins for lamination or metallization on either or both sides. Solid skins can be as thin as 250um.
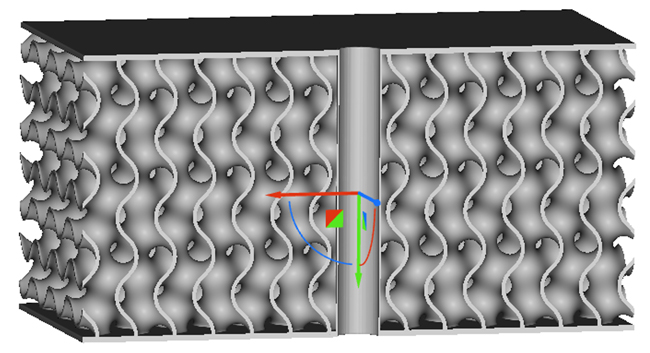
Figure 3. Digital Foam Cross Section
Lenses
Benefits of Lenses
Antenna designers will start the design process with a specification, typically handed down from a systems engineer detailing traits like physical size, gain, steering angle, beam width, etc, and then must then decide on the style antenna they will use and its physical parameters that will allow it to meet the defined specification. There could be a few reasons why this designer might consider lensing at the output of the antenna. One reason could be the inability to hit the specification organically. Perhaps the preferred antenna geometry isn’t capable of the gain specification but has room on another specification, like beamwidth. Lensing could bridge the gap in this case. Or perhaps the system can meet spec, but the systems engineer is asking to push the performance up as high as possible.
Lensing is the idea that a device can be designed that uses either its shape (like an optical lens would) or mixed dielectrics to change the focus of an antenna beam in some way. If the lens is designed such that the wave will be slowed down more in one area than another, the beam will focus more toward the area that slows it more. For instance, a hemispherical lens of constant Dk will provide focusing of the antenna for higher directivity based on its shape. The wave travels farther at the middle of the lens and so is slowed down more at the middle than toward the outer diameter. The same effect could be accomplished by making a planar device with varying Dk, so that the beam focuses toward the section of highest Dk. A low-loss material makes solutions like this more viable because the designer does not want to sacrifice part of the achieved gain from lensing into power absorption in the lens itself.
Benefits of 3D printing lenses
With Rogers’ RadixTM material as printed on Fortify’s Flux-series printer, both shape and varying effective Dk can be utilized together for maximum lensing. Examples of 3D Printable Lenses:
- A focusing lens is the simplest example to start with. Though there are multiple types, Fortify has published the most literature to date on spherical Luneburg lenses. A Luneburg lens can be flat, cylindrical, hemispherical, or spherical. It can be used to either collimate a beam, or focus a beam. With the right lens design, a much more compact, lighter apparatus can be made than a waveguide horn, for instance, with higher gain. A horn itself can also be lensed, for a cascading gain effect. For phased arrays, individual Luneburg lenses are not viable, since their diameter is much larger than typical array spacing. In this case, a focusing lens can be developed with the same toolset that can columnate or focus the different beams of an array. It could also be combined with some impedance matching portions to cover some WAIM capability in addition to the focusing. Keep in mind that focusing is not free. It comes at the expense of beam width, field of view, and coverage.
- A dispersion lens accomplishes the complement of what the focusing lens does. An example of a dispersion lens is a Maxwell fisheye lens. The purpose of this lens is to increase beamwidth and it does so at the expense of gain, through the broadening of directivity. With increased beamwidth comes a wider field of view and greater total angular visibility. In this way, it is accomplishing the same thing as a WAIM in certain situations. To the creative designer, a solution that involves some aspect of impedance matching over a lens body could solve a more intricate problem than WAIM or lensing alone.
- A steering lens, instead of being a symmetric device that either focuses or disperses, would have an asymmetrical distribution of shape, Dk, or both. The goal of a steering lens would be to take a boresight antenna condition and passively and statically steer it to a new set angle. Whether the antenna is a single element or a phased array, the mechanical conditions for how it sits in the assembly may require that its boresight is not pointing in the ideal direction. In the case of the phased array, the beam would still be electronically steerable about the new boresight, although the angular reflections will now be skewed and will need compensation.
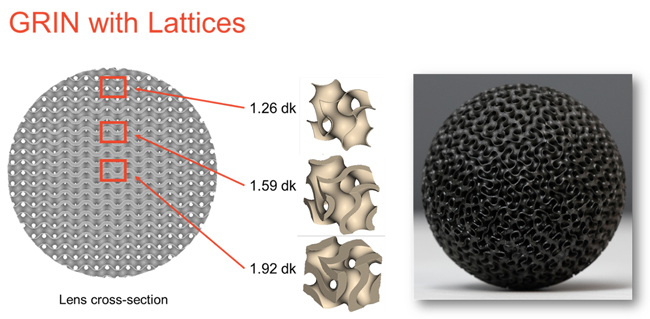
Figure 3. Luneburg Lens and Gyroid Structures
Metallized Applications
While bare dielectric latticed applications are certainly considered more mature than metallized applications, Fortify has been making steady progress with suppliers to mature the additive copper plating as applied to Rogers’ RadixTM. With partner Averatek, Fortify produced prototype structures including:
- Insertion loss testing microstrip circuits
- Conformal phased array mockup
- Aconical linear array concept for conformal 360 degree field of view.
These devices displayed excellent conductivity, low insertion loss, crisp transmission line edges, and good registration. As the process and commercialization of the technology advances, this metallization will continue to mature in its readiness.
Conformal Antennas
With the ability to print 3D and shaped solids from a low-loss material, metallization opens up the conformal antenna market with Fortify’s 3D printers printing Rogers’ RadixTM. Metallization of copper antenna elements on any shape dielectric brings a great deal of versatility to an antenna designer.
Some examples include:
- A linear switched array could be metallized around the circumference of a cylinder for a circumferential field of view.
- Antennas that need to fit in tight, oddly shaped spaces can easily be printed and metallized.
- Patch antennas that sit in a dish or on a mound for directionality or some lensing effect at the element itself can be formed.
- Latticing can be mixed in as well for a selectable dielectric constant in different areas under the solid metallized skin.
None of these options were previously possible or at least manufacturable at high quantity as specialized machining or forming of flat substrates around a curved form could only address a few of the cases that are possible with metalized 3D printed low- loss substrates.
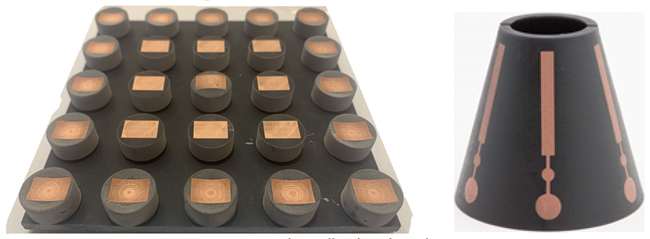
Figure 4. 3D printed metallized conformal antennas
Metallized Foam
Non-metallized foam is presented above in the non-metallized section. The resistance to crush is the main benefit. Additionally, those same digital foam devices can also alleviate two more of the shortcomings of traditional foam once the metallization process is mature. Traditional foam cannot be directly metallized and it cannot have plated through thru holes or vias. Both aspects are heavy asks of the design community when they are not already familiar with the limitations.
With a thin solid skin printed over the low-Dk lattice, the digital foam can be selectively metallized with high-conductivity copper. For instance, a patch array could be printed on one side of the device and a feed network on the other side, separated only by 2, 250 um solid skins and a lattice with a 1.2 Dk at the desired thickness. Additionally, and likely higher impact, is the ability to selectively plate thru holes on the digital foam connecting the two metallized layers with an inductive feed. Traditional foams can only support capacitive feeding because holes cannot be plated unless the design includes pins that are soldered to both layers, which could be pretty arduous for a high-element count array.
With selective copper plating of a digital foam device, printed thru holes with a thin wall separating the hole from the foam lattice, can be plated up to form a plated thru-hole. Though cylindrical holes can be activated for selective plating, a slightly conical hole opens up the ability to activate the plating seed layer from a single angle. Conical holes should not be an issue for performance as long as the designer uses that shape for the optimizations. Metalized foam does not have to be a stock brick shape but can be any shape, which can blur the lines between metallized foam and conformal antenna, allowing for devices that accomplish both.
Conclusions
The above outlines the application space as researched by Fortify for the current market against the current processing and manufacturing capabilities readiness. The two main application categories of this research are metallized and non-metallized structures. With five application spaces that represent the majority of the market space for 3D-printed low-loss dielectrics, this applications roadmap will continue to evolve as the product families mature and we explore the market more deeply. The unique combination of Rogers’ RadixTM low-loss loaded photopolymer and the Fortify Flux series’ ability to print this viscous material in high resolution without allowing particle settling has opened the door for intricately shaped low-loss devices in a fashion that no other 3D material and printing have to date.