
Aluminum Nitride Resistive Components for RF Power Applications
RF Power Components, a subsidiary of Anaren Microwave Inc.
E. Syracuse, NY
A new line of thick-film aluminum nitride (AlN) resistors and terminations has been introduced that complements existing company offerings. Traditionally, RF power resistive components have incorporated the use of beryllium oxide (BeO) ceramic material as a ceramic substrate; however, due to international pressure to remove BeO from products, alternative materials such as AlN have received much attention in the wireless industry. Although BeO is harmless in the ceramic form, the dust or powder form can be harmful if inhaled in sufficient quantities. OSHA lists BeO dust as a hazardous substance and a probable carcinogen in humans. The legal airborne permissible exposure limit (PEL) is 0.002 mg/m3 averaged over an eight-hour shift. AlN material has emerged as the leading alternative to BeO.
BeO/AlN CERAMIC COMPARISON
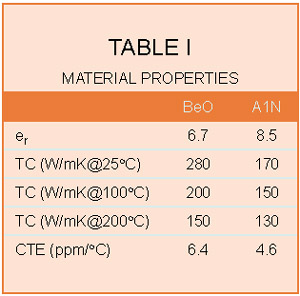
When compared to BeO ceramic, AlN comes close in many aspects, with the primary parameter of interest being thermal conductivity due to the high power nature of the application. Table 1 lists properties of both materials. Electrically, AlN has a higher dielectric constant than BeO, which leads to a somewhat higher capacitance part. Careful layout and film design must be employed to mitigate this difference.
APPLICATIONS
AlN resistors and terminations were designed as a drop-in alternative to existing BeO products in use today. These AlN devices then define a general class of non-BeO RF resistive power products. Applications include RF power amplifiers, isolators, absorptive filters, antenna feeds and power combiners.
AlN HISTORY
AlN ceramic has been used for many years in the RF industry as a general-purpose electricity insulating heat spreader and thin-film substrate. Traditionally, AlN resistive devices have been constructed using thin-film technology; but due to the high cost of the thin-film process, their applications have been limited. With the emergence of the wireless industry and subsequent need for a cost-effective and safe BeO alternative, manufacturers have turned to the lower cost thick-film technology to meet the demand.
THICK-FILM AlN
Thick-film systems for alumina (Al2 O3 ) and BeO were developed years ago and have been the workhorse of the RF power resistive industry. Al2 O3 is used for power levels up to approximately 5 W, while BeO is used for higher powers up to 800 W. However, the transfer of thick-film technology to AlN ceramic is not a simple matter. Thick-film resistor and conductor systems that were developed for Al2 O3 and BeO do not work on AlN ceramics because the lead oxide glass bonding system, which takes place between the thick-film pastes and Al2 O3 or BeO ceramic material when fired, is reducible by AlN ceramic. Applying thick-film pastes designed for Al2 O3 or BeO on AlN ceramics will achieve inconsistent adhesion of the resistor and metal films to the AlN ceramic, which were often attributed to inconsistencies in the AlN ceramic material. Adhesion of the thick films to the ceramic is key to the long-term reliability of the component. Due to the recent demand for a cost-effective and safe BeO alternative by the wireless industry, thick-film paste manufacturers have recently developed thick-film AlN paste systems. Using these paste systems along with properly prepared AlN ceramic substrates has resulted in a new product offering of thick-film resistive components on AlN ceramic substrates.
Another key to adhesion of the thick film is the proper preparation of the AlN ceramic material. During the AlN sintering process, Al3 O3 + Y2 O3 is driven to the surface of the ceramic, which will impede adhesion of the thick film and must be removed by lapping of the substrate.
COMPARATIVE TESTING
As a baseline for comparison, thick-film AlN was tested against the industry-standard thick-film BeO and thin-film AlN products. With film adhesion being of main concern, the testing focused on experiments that would point out these types of failures. For consistency, tests for all three systems were conducted on the same part -- a 150 W, flange-mounted, 50  termination. The part, shown in the photograph, is a 0.250" x 0.375" ceramic chip mounted onto a nickel-plated copper flange with SN96 solder. Multiple parts of each system type were tested for lead pull, shear test, thermal cycling, film temperature and resistor satiability.
termination. The part, shown in the photograph, is a 0.250" x 0.375" ceramic chip mounted onto a nickel-plated copper flange with SN96 solder. Multiple parts of each system type were tested for lead pull, shear test, thermal cycling, film temperature and resistor satiability.
LEAD PULL TEST
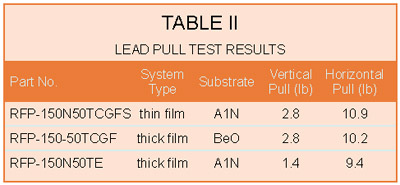
Silver ribbon leads, 0.050" wide by 0.006" thick, were soldered to the same size conductor pad on the three types of parts and then pulled to destruction with the average results listed in Table 2. Horizontal pull strength was excellent for all three systems, while the vertical pull tests appeared to be better on the thin-film AlN and thick-film BeO.
SHEAR TEST
Each type of part was soldered to a nickel-plated flange with SN96 solder and then destructively sheared off the flange with the average results listed in Table 3. Sheer testing demonstrated excellent initial adhesion for all the systems with the BeO force being better, as expected, and the thick-film AlN slightly better than the thin-film AlN system.

THERMAL CYCLING TEST
While shear testing is a good measure of the initial adhesion of the paste to the ceramic, thermal cycling of the part provides a good measure of the long-term reliability. Differences in thermal expansion coefficients (TCE) between the AlN ceramic and the copper flange create stress in the material, which must be absorbed by the solder/thick-film paste interfaces. Thermal cycling of the part acts as an excellent accelerated life test. Simply dissipating power in the part at near constant temperature does not provide an indication of the part's long-term reliability nor does it represent the part's worst-case working conditions. The adhesion layer must be repeatedly stressed from hot to cold to truly get a useful measure of how long the adhesion layer will absorb the stress without failure. This test is equivalent to repeatedly bending a metal bar back and forth until the bar breaks.
The copper flange material and SN96 solder were picked to provide a comparative accelerated measure of the long-term adhesion of the thick films to the ceramic substrates. The TCE of the copper is 3.6 times the TCE of AlN, and the SN96 solder has a tensile strength close to 6000 psi. All three versions of the part were bolted to a microprocessor-controlled chill-plate with a small amount of thermal grease under the flange. The parts were cycled at 100 percent of rated power (DC) and maximum flange temperature. The cycling profile, shown in Figure 1, was designed to provide a very accelerated and harsh environment to expedite failures. Results are listed in Table 4.

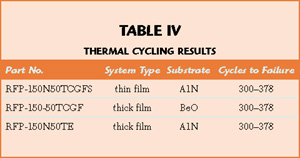
All three parts failed between the 300th and 378th thermal cycle. Failure occurs due to formation of microcracks in the solder and/or thick film that propagate with each additional thermal cycle, thus increasing the thermal resistance between the ceramic and flange. When the thermal resistance increases to the point where the thermal gradient across the system becomes large enough, a thermal runaway condition is set up and the part fails. From the data, all three system types failed within the same range.
FILM TEMPERATURE
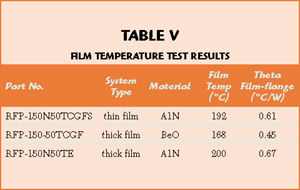
Parts from each of the three systems were mounted to a controlled heat sink at 100°C and 150 W of dissipation. Film temperature measurements provide a good indication of the thermal resistance of the termination. Film temperature measurements were made using an infrared thermal probe. Results are listed in Table 5. As expected, the BeO part exhibited a lower film temperature due to the lower thermal resistance of the ceramic. The thin- and thick-film AlN parts were within a few degrees of each other.
CONCLUSION
The thick-film AlN ceramic resistive devices will complement the complete line of resistors and terminators offered by the company. Because of the safety concerns surrounding BeO, the AlN line will be a welcome alternative. Reliability and repeatability of the thick-film AlN process depend on proper preparation of the AlN ceramic and the use of pastes that were developed specifically for AlN. The tests presented indicate that thick-film pastes designed for AlN ceramic perform at least as well as the thin-film AlN products and approach the thick-film BeO products.
RF Power Components,
a subsidiary of
Anaren Microwave Inc.,
E. Syracuse, NY (800) 544-2414.