
Research pioneers are exploring the vast spectrum resources above 110 GHz, which is commonly referred to as the millimeter-wave (mm-wave) frontier that spans from 30 GHz to 1 THz. These pioneers already have demonstrated the feasibility of mm-wave technology for solving emerging problems in advanced wireless communication, astronomy, imaging, biomedical and homeland security fields. In the next phase, these pioneers will stake their claim with the development of new mm-wave products. It is this mm-wave trend from research toward global commercial viability that drives the technology covered in this article.
Preparation for this exploration begins with background information on why the mm-wave spectrum is attractive for exploration. The journey continues with practical lessons learned from the ALMA Project (the gigantic antenna array in Chile), which is the first global success story on the mm-wave frontier. This retrospective will ensure we do not duplicate the mistakes of previous pioneers by revealing what is important to know for our upcoming journey. Finally, the foundation is being set today for the mm-wave ecosystem with standards that address metrology concerns in the physical layer. This framework is how engineers will achieve faster time-to-market and lower cost through competitive forces, instead of manufacturer dependent efforts. At the completion of this article, future pioneers and entrepreneurs can also stake their own claim by developing exciting new mm-wave products to accelerate the deployment of mm-wave solutions.
Spectrum Resources Beyond 110 GHz
The excitement of commercializing mm-wave technology is motivating research beyond 110 GHz as the data rates are faster with more available spectrum. These applications include fixed wireless links, THz nano cells, WLAN/WPAN, kiosk downloading, short range device connections and board-to-board communication. There are two new expedition teams that are forming to further delve into these applications. The first group is IEEE 802.15 WPAN™ Terahertz Interest Group (IGthz).1 The second group is IWPC Mobile Multi Gigabit (MoGIG) Wireless Networks and Terminals.2 The IGthz is primarily pursuing THz communications and related network applications operating in the THz frequency bands between 275 GHz and 3 THz. The mission of MoGIG is to answer the question of what will happen to mobile wireless networks in the coming years when they run out of spectrum to support the massive increases in data demand.
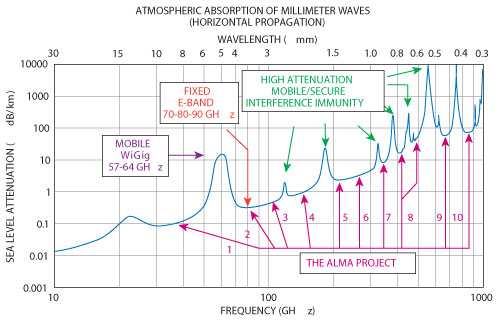
Figure 1 Atmospheric absorption properties of mm-wave signals vs. frequency and wavelength.
As a benchmark, WiGig™ can deliver wireless data transfer rates up to 7 Gbps using 2.16 GHz of bandwidth in the 60 GHz band.3 This performance currently represents a ten times faster improvement over RF WLAN technologies using 80+ MHz of bandwidth. By further exploring beyond 110 GHz, engineers are planning the next decade in data transfer technology. In addition, smaller antenna sizes and emerging beam steering technology are enabling development efforts toward more commercially attractive mobile solutions with smaller size and less weight. Operating on the mm-wave frontier will also simplify deployments and hopefully reduce costs. Generally speaking, more bandwidth and shorter wavelengths in the largely untapped mm-wave spectrum are the key ingredients in achieving the next tier in multi-gigabit transfer rates. One regulatory hurdle to keep in mind is that transmissions must coexist with existing spectrum usage from radio astronomy, Earth exploration and space research applications. These regulatory applications span the 275 to 600 GHz spectrum. Coexistence places a burden on development efforts to demonstrate compliance and risk mitigation of interference concerns.
Atmospheric Absorption
An important design consideration in spectrum allocation is the atmospheric absorption properties of mm-wave signals. As shown in Figure 1, there are natural molecular resonances that create operating windows for either minimum or maximum signal propagation characteristics.4 Selection of a “valley” corresponds to minimum attenuation that is conducive to applications requiring relatively longer transmit/receive paths. One notable valley example is point-to-point radios where E-Band is a popular deployment. Conversely, selecting a “peak” will shorten transmission paths, which may be a desirable attribute for minimizing interference in a dense signal environment. One notable peak example is for mobile applications: WiGig (802.11ad). Across the entire mm-wave spectrum, it is important to note that moisture content (e.g., relative humidity, fog, rain) degrades the propagation characteristics. These characteristics will influence the line-of-site (LOS) transmission path and, subsequently, whether the application is fixed or mobile.
Lessons from the ALMA Project
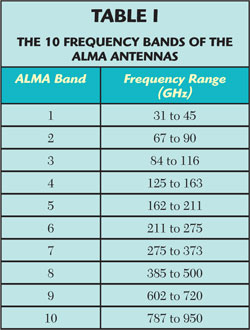
The Atacama Large Millimeter/sub-millimeter Array (ALMA) is an array of 66 high-precision radio telescopes in the Atacama Desert of northern Chile. An international partnership of Europe, North America and Japan in cooperation with the Republic of Chile have successfully deployed this mm-wave system with spectrum coverage from 30 to 950 GHz.5 The spectrum allocation of the ten bands are shown in both Figure 1 and Table 1. The purpose of this antenna system is to empower scientists from around the world to unravel longstanding and important astronomical mysteries. These discoveries are now possible by gathering data in mm-wave frequency ranges previously not exploited.
On the mm-wave frontier, the ALMA Project is arguably the first international success story. Given this success, future mm-wave endeavors can leverage this initial industry experience. In addition to the underlying mm-wave technology, the lack of standards was a primary cause of confusion and delay in the deployment. These standards span the full gamut of the application from band designators to waveguide interfaces. Equally painful was the absence of traceable standards for independently verifying critical system performance criteria. It was easy to grant a sole-source justification due to lack of standards, but the trickle-down effect of products without standards initiated a painful era of incompatibility issues across the globe. In terms of electrical performance, waveguide irregularities were shown to cause undesirable degradations; subsequently, the needs for anti-cocking and further flange alignment features were documented. These are the primary mm-wave lessons from the ALMA Project that require addressing before further exploration and commercialization can happen.

Figure 2 Size comparison of 1.85 mm coaxial interface and WR-10 flange.
Background on Coaxial/Waveguide Interfaces
In the overlap spectrum from 50 to 110 GHz, engineers today can choose between coaxial or waveguide interfaces; however, above 110 GHz is almost exclusively the domain of waveguide (primarily related to the short wavelengths). Engineers are most familiar with the popular coaxial interface for device characterization tasks where broadband sweeps are necessary, including DC for biasing active devices. The well-known cut-off frequency of the coaxial lines (for TE waveguide mode) is calculated from the difference between the inner and outer diameter dimensions. It is important to choose dimensions that will not support waveguide modes in the coax line since coaxial transmission depends on the TEM mode.
Beyond 110 GHz though, engineers will instead implement a banded waveguide interface where the aperture propagates the transmission without a center conductor. Similar to coaxial calculations, the narrow and broad wall dimensions set the boundaries for lower and upper cut-off frequencies (for TE10 operation). For any given waveguide dimension, the dominant TE10 mode is limited to approximately a 50 percent bandwidth. This is not normally a handicap since transmission application bands are relatively narrow. As a visual example, Figure 2 shows a side-by-side comparison between 1.85 mm coaxial (70 GHz, maximum) and WR-10 waveguide interfaces (75 to 110 GHz).
Waveguide Flange Reference
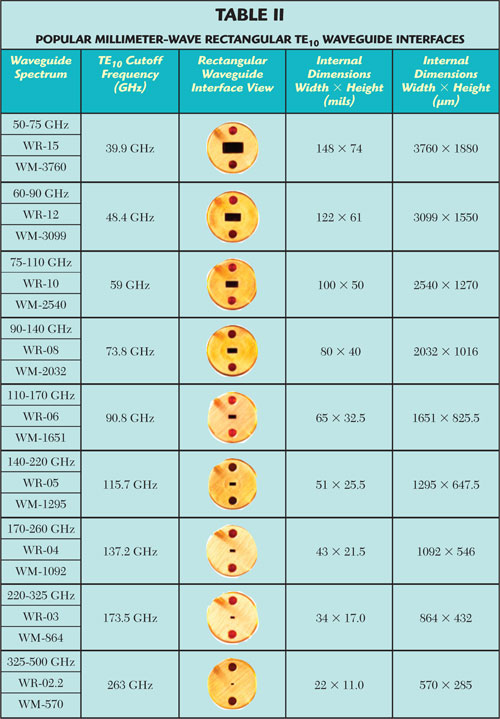
Table 2 shows the popular rectangular waveguide bands and their respective cut-off frequencies and aperture dimensions. The table also contains a close-up aperture view for relative comparison purposes. As a rule of thumb, an engineer can quickly identify the WR number with a quick caliper measurement of the broad wall in mils (thousandths of an inch), divided by 10. For example, a broad wall measurement of 100 mils corresponds to WR-10.

Figure 3 Typical waveguide connection showing alignment pins.
Waveguide Flange Terminologies
Similar to a coaxial connection, the two mating flanges utilize the outer permanent waveguide alignment pins/holes to align the apertures. The alignment pins cleverly alternate pin/hole match at the mating interface. For vector network analyzer calibration purposes, tightening the #4-40 flange screws with 15 in-oz of torque (± 1.5 in-oz) completes the connection for signal propagation. A damage threshold for deployed systems is a maximum torque of 5.5 in-lb for the #4-40 screw. It is important to note that any misalignment of the apertures, including normal waveguide irregularities, will create a mismatch and degrade the electrical performance.
MIL-DTL-3922/67D
An example waveguide connection is shown in Figure 3. The outer waveguide pins and circular waveguide dimensions are traceable to the MIL-DTL-3922/67D (often called UG-387) standard that was defined in the 1960s to ensure radar interoperability. At that time, the flange technology was defined through 110 GHz (WR-10). In the physical layer sense, the craftsmanship of the flange is truly an amazing engineering and manufacturing achievement. Given no formal standard is in existence today beyond 110 GHz, industry has extrapolated the guiding principles in this venerable standard to flanges beyond 110 GHz with some modifications.
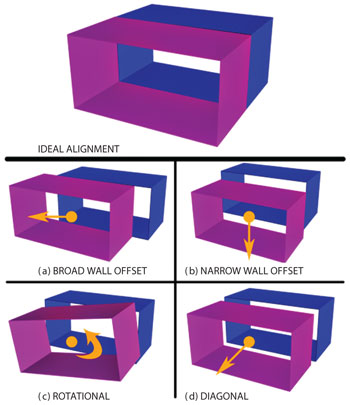
Figure 4 Flange misalignment mechanisms.
Flange Alignment Limitations
More than a decade ago, mm-wave pioneers began sharing test data and analyzing fundamental limitations in the waveguide flanges complying with the MIL-DTL-3922/67D standard.6 These degradations are still noticeable today starting in WR-08 (90 to 140 GHz). As we approach THz applications, a better solution to accelerate exploration of the mm-wave frontier is necessary.
When the two flat surfaces of a flange make contact, the quality of the connection depends on the precise alignment of the aperture. In general, the ideal alignment creates the least amount of mismatch and undesirable signal reflections. A thorough analysis of alignment quality requires both two and three dimensional mastery of true position and tolerances.
As shown in Figure 4, there is a potential for misalignment in terms of four main mechanisms (assumes flat face alignment): broad wall offset, narrow wall offset, rotational and diagonal. The most significant electrical degradation occurs with broad wall and narrow wall offsets. Furthermore, the electrical degradation in the interface quality is proportional to offset: larger offsets cause more degradation.
To verify flange compliance, engineers will typically use state-of-the-art mechanical and optical inspection tools. These visual techniques will reveal true dimensions of a single flange; however, actual alignment of two flanges is more difficult to ascertain. Engineers can simulate the possible alignment quality from these visual measurements, but electrical performance is only “viewable” with S-parameter measurements that reveal the true alignment quality. These alignment compliance techniques will become more important as applications approach the THz range.
Technology that Improves Flange Alignment
At frequencies beyond 110 GHz, the coupling between waveguide flanges is a complex task requiring parallelism between front and rear faces along with dimensional precision in related machining activities. In practical terms, engineers need to avoid binding between pieces or worst-case, permanent damage. This binding scenario can happen when tolerances are too tight. Ideally, engineers want best electrical performance; therefore, avoidance of loose tolerances that adversely impacts alignment is a conflicting prerequisite. Finding a balance in terms of metrology, machining and manufacturing will ensure repeatable and precise connections for applications beyond 110 GHz.
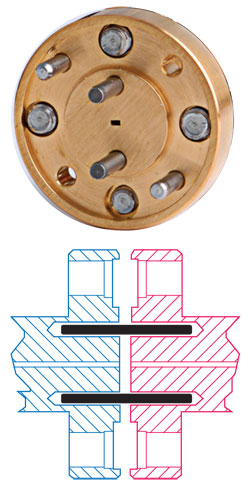
Figure 5 WR-03 flange shows precision alignment pins and aperture alignment (side view).
Anti-Cocking
When initially coupling the two flanges together, the mating of the two faces is critical to avoid gaps. Cocking is the terminology given to the effect of the two mating surfaces not touching at all points. In the mating process, the captive waveguide screws are equally tightened, but uneven or over torque can cause cocking. To counteract uneven tightening, an outer ring is added to the flange as an anti-cocking feature to improve parallelism of the mating surfaces. This outer ring is visible in Figure 3. By adding a simple anti-cocking feature, superior flange-to-flange contact is possible, especially for alignment of the two flat faces in the uneven tightening scenario.
Precision Alignment Pins
With shorter wavelengths on the mm-wave frontier, misalignment becomes susceptible to the mechanical tolerances in manufacturing the flanges. For that reason, a modern improvement to the flange is, as shown in Figure 5, the introduction of precision alignment dowel pins/holes both over and under the waveguide aperture. Compared to the conventional flange, the addition of dowel pins and precision holes improve upon the coarse tolerances from the outer permanent alignment pins/holes. Manufacturers typically promote this flange as a modified version of MIL-DTL-3922/67D to maintain backward compatibility with the original standard.
This remedy involves improving alignment with additional tighter tolerance alignment pins/holes, but this approach fundamentally suffers from the build-up of three mechanical tolerances: waveguide interface #1, waveguide interface #2 and alignment dowel pins/holes (refer to Figure 5). The advantage of this approach is 100 percent compatibility with the existing MIL-DTL-3922/67D standard. The effort to standardize this flange variant involves finalizing precision alignment placement and tolerances.
Boss and Jack Flanges
Other variants of flange interfaces are available, but generally speaking they fundamentally suffer from the build-up of three tolerances. One patented flange design from OML being considered overcomes this tolerance build-up limitation with an innovative interface.7 In contrast to using precision alignment pins, this waveguide interface improves alignment by using a concentric mating mechanism consisting of a boss and jack interface (see Figure 6). This design simplifies the tolerance build-up to just two interfaces by eliminating the need for alignment pins.
Using the boss and jack technology, the mating process simplifies to connecting one flange to the other using the permanent outer waveguide alignment pins/holes for coarse alignment and then the concentricity feature for final alignment. Precision pins are not necessary when using boss and jack as the alignment mechanism. Similar to other flange variants for calibration, tighten the flange screws with 15.5 in-oz of torque (± 1.5 in-oz) to complete the connection for signal propagation. For primarily compatibility purposes, precision pins are available in the boss and jack flange to support connecting to other flange variants. The outer waveguide pins control the rotational alignment, which is not a significant source of electrical degradation. The boss and jack technology is 100 percent compatible with the MIL-DTL-3922/67D standard.
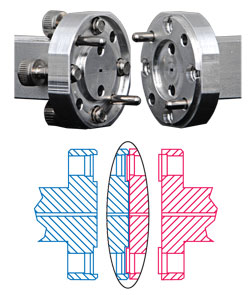
Figure 6 WR-03 innovative boss and jack interface can improve aperture alignment when mating (side view).
Flange Design Comparison
To evaluate the representative differences between the various mm-wave waveguide flanges, an experiment in WR-03 (220 to 325 GHz) was conducted on a single flange that incorporates the three main design elements: MIL-DTL-3922/67D, precision alignment pins and boss and jack variants.8 In this experiment, a one-port short, offset-short, offset load (SSoLo) calibration is performed on each version using a mm-wave vector network analyzer system. To reveal the quality of the interface, return loss is measured using a gated time domain technique. In addition to precision, the evaluation of repeatability is possible by comparing results for 25 connect and disconnect sequences.
As a baseline in Figure 7, the MIL-DTL-3922/67D flange exhibits poor return loss plus an undesirable inconsistency. In contrast, Figure 8 shows the performance benefits of the alignment improvements from the other two flange variants. These results demonstrate that the precision alignment pins flange will improve on performance and repeatability; however, the boss and jack flange exhibits the best overall performance. In general, these results in the mm-wave bands are indicative of the improvements that will soon become available from the standardization process.
In WR-03, the boss and jack flange demonstrates on average a 5 dB improvement in return loss characteristics due to the improved alignment. Using standard deviation as an indicator, the repeatability comparison shows an improvement of approximately 70 percent. The experiment using a single flange machined using ± 0.5 mil tolerances enables this comparison to extract a meaningful side-by-side comparison of the alignment benefits in WR-03. Scaling these flange design elements to lower frequencies with larger aperture dimensions will have proportionally lesser effects. Similarly, scaling these flange design elements to higher frequencies with smaller aperture dimensions will proportionally improve alignment performance. As this experiment demonstrates, the improvement in flange technology will create a solid foundation on which future measurements are more precise and repeatable.
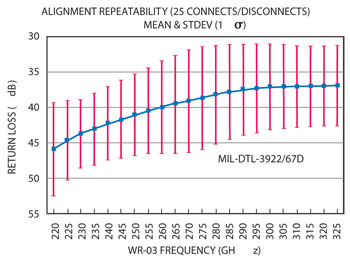
Figure 7 Return loss comparison in WR-03 for three flange variants.
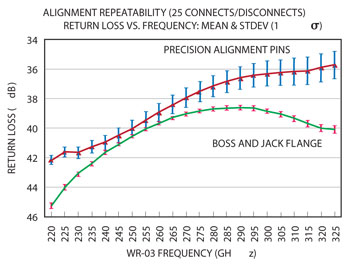
Figure 8 Repeatability comparison in WR-03 for three flange variants.
Waveguide Standard Above 110 GHz (IEEE P1785)
With all the mm-wave flange alignment improvements in circulation, the need for standardization is apparent. Above 110 GHz, there currently does not exist a standard for the interconnect interface. As previously described, the industry is working around this situation by maintaining backward compatibility with the existing 110 GHz standard (i.e., MIL-DTL-3922/67D) while adding additional alignment features to address precision and repeatability issues (e.g., alignment dowel pins). The industry goal of standardization, similar for coaxial measurements, is to build an ecosystem that encourages competition and produces correlation across many supplier configurations.
Beginning in 2008, the Microwave Theory and Techniques Society (MTT-S) of the IEEE has been defining a new rectangular waveguide interface standard in the P1785 Working Group.9 This standard is organized into three main components. The first goal is to define the waveguide dimensions (by frequency band), including the transition to the metric system. The second goal, and perhaps most important task, is to complete a flange standard. The third goal is to define the framework for summarizing the performance and the expected uncertainty of the interfaces. These goals are similarly organized and intertwined with the existing MIL-DTL-3922/67D standard. This on-going standardization effort is currently celebrating its fifth anniversary since inception.
Flange Standard
The flange standard is one of the main focuses of the P1785 Working Group. In this labor-intensive process, industry experts evaluate compatibility criteria and the relationship between mechanical tolerances, alignment mechanisms and electrical performance. As previously noted, degradation typically becomes noticeable in WR-08 (90 to 140 GHz) and beyond; especially as multiple waveguide interfaces are often cascaded in the system signal path. As a practical consideration, the evaluation also requires an analysis of available machining technology and its fundamental dimensional limitations.
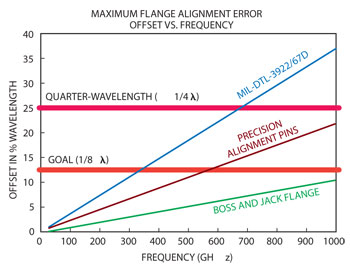
Figure 9 Alignment comparison vs. mm-wave spectrum for three flange variants.
Scaling to mm-Wave Frequencies
More experimental results for the three flange variants are available for further analysis.10 The P1785 Working Group is conducting additional experiments and extrapolating overall performance with respect to dimensional tolerances to consider how flanges will operate at even higher frequencies. As shown in Figure 9, the three flange variants will predictably exhibit greater alignment errors as frequency increases.11 This undesirable behavior is the primary motivation in defining the flange standard.
In the 325 to 500 GHz band, for example, the WR-02.2 (WM-570) waveguide has aperture dimensions of 22 × 11 mils (570 × 285 µm). On the vertical axis, the offset in percent-wavelength is plotted. For reference, quarter-wavelength (25 percent) is a natural limit to avoid due to the 180° phase shift (the impedance difference between short and open on the Smith Chart). Given this constraint, the practical goal is to limit alignment errors to below the eighth-wavelength threshold (12.5 percent). This goal implies that the MIL-DTL-3922/67D is not capable of repeatable and precise measurements beyond 325 GHz. In contrast, the boss and jack variant represents the flange with potential for the overall highest performance.
As the previous experimental results demonstrate, using a ±0.5 mil machine tolerance will produce measurable differences between the three flange variants. As another practical constraint, the current state-of-the-art machining capabilities are ±0.2 mil, which is also a flange standard consideration. For a 1 THz flange, the aperture dimensions are 10 × 5 mils so a ±0.5 mil machining tolerance converts into a 10 percent wavelength error for the boss and jack variant, which is perhaps an acceptable balance for convenience, performance and cost. Time will tell whether this practical approach becomes woven into the flange standard.
These examples illustrate the key takeaway that machining tolerances will determine overall electrical performance on the mm-wave frontier. The primary cause of degradation is due to narrow and broad wall offsets in the aperture alignment. The motivation to improve measurement precision and repeatability is fueling the efforts to release a standard as soon as possible to address this issue. To date, the boss and jack approach, with the least amount of tolerance build-up, has been shown to offer the best alignment performance in the flange interface. These superior alignment techniques and subsequent electrical performance will scale to other mm-wave and sub-mm-wave bands.
Update on Standardization Process
After five years of investment, the P1785 Working Group is on the verge of releasing standards. As an update, the frequency band and waveguide dimensions activity is nearly complete, including the conversion to the metric system. In addition, the protocols and criteria for evaluating flanges are nearing completion. This effort is particularly labor intensive with experts evaluating compatibility, mechanical tolerance, electrical performance (both simulated and measured) and uncertainties. Lastly, the recommendations for summarizing the performance and expected uncertainties are also undergoing review. These three main activities are correlated so release depends on thorough analysis.
The industry goal of standardization will help build an ecosystem that encourages competition and produces correlation across many supplier configurations. At first glance, this progress may seem slow, but this proven IEEE methodology grants vital industry participation in the standardization process. Once completed, measurements will no longer depend on a sole supplier. Instead, a metrology standard for traceable measurements will encourage competition so mm-wave growth can accelerate. Indeed, the future of mm-wave innovation is about to become much brighter as we journey beyond the current frontier.
Conclusion
Pioneers have identified some key hurdles in exploring the mm-wave frontier. This article attempts to explore the answers to three important questions: why, what and how. As a first step, the commercialization process and ecosystem growth depends on the development and deployment of standards that ensure measurement precision and repeatability, irrespective of individual suppliers. At the physical layer, a solid foundation begins with the waveguide flange.
There are formidable engineering challenges to overcome, but the P1785 Working Group is close to releasing standards. Its effort will address measurement inconsistencies due to waveguide flange alignment, including machining tolerances and natural irregularities in the waveguide interface. With a physical layer standard for connection, engineers can focus on innovation and discoveries instead of the cause for inconsistency, incompatibility and inaccuracies in their measurement tasks. In this way, the mm-wave ecosystem can continue to evolve along with the deployment of exciting new mm-wave applications.
References
- www.ieee802.org/15/pub/IGthz.html.
- www.iwpc.org/WorkingGroups.aspx, MoGIG.
- WiGig Wireless Gigabit Allicance, “WiGig White Paper: Defining the Future of Multi-Gigabit Wireless Communications,”
- www.wigig.org, July 2010.
- H. Liebe, “MPM—An Atmospheric Millimeter-Wave Propagation Model,” International Journal of Infrared and Millimeter waves, Vol. 10, No. 6, pp. 631-650, 1989.
- www.almaobservatory.org/en/technology/front-end.
- C. Oleson and A. Denning, “Millimeter Wave Vector Analysis Calibration and Measurement Problems Caused by Common Waveguide Irregularities,” ARFTG Conference Digest (56th), November 2000.
- Y. Lau, A. Denning, “An Innovative Waveguide Interface for Millimeter Wave and Sub-millimeter Wave Applications,” ARFTG Conference Digest (69th), June 2007.
- Y. Lau and D. Vondran, “An Innovative Waveguide Interface and Quarter-Wavelength Shim for the 220-325 GHz Band,” ARFTG Conference Digest (80th), December 2012.
- IEEE P1785 Working Group: “Waveguides for Millimeter and Sub-millimeter Waveguides,” http://grouper.ieee.org/groups/1785.
- Y. Lau, “Understanding the Residual Waveguide Interface Variations on Millimeter Wave Calibration,” ARFTG Conference Digest (76th), November 2010.
- US Patent for Innovative Waveguide Interface (reference US2008/0303613A1).